您当前的位置:啊哈网 » 梧州啊哈网 »梧州产品 » 不锈钢管合金板原料层层筛选
不锈钢管合金板原料层层筛选
更新时间:2026-05-31 13:26:44 ip归属地:梧州,天气:多云转阵雨,温度:25-35 浏览:7次



- 发布企业
- 龙钢铁(梧州市分公司)
- 报价
- 497
- 品牌
- 497
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 冷轧钢板
- 所在地
- 东丽区军粮城工业园区宝仓道丽业物流园C-3002室
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 曹经理 请说明来自啊哈网,优惠更多
详细介绍
以下是:广西省梧州市不锈钢管合金板原料层层筛选的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 497 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 仓库地址 | 天津 |
| 是否定做 | 是 |
| 质量等级 | |
| 长度 | 6-12 |
| 表面 | 光滑 |
| 是否现货 | 是 |
| 用途 | 广泛 |
| 范围 | 不锈钢管合金板供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 万秀区、蝶山区、长洲区、苍梧县、藤县、蒙山县、岑溪市等区域。 |
【江海龙】业务覆盖多领域场景,主营万秀锅炉管、岑溪管线管、防城港锅炉压力容器板、柳州合金板、河池地质管、桂林流体管等产品服务。选购不锈钢管合金板原料层层筛选来广西省梧州市找龙钢铁(梧州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:曹经理-【0527-88266222】,地址:[东丽区军粮城工业园区宝仓道丽业物流园C-3002室]。 广西壮族自治区,梧州市 梧州市,古称“苍梧”“广信”,广西壮族自治区辖地级市,位于广西壮族自治区东部,扼浔江、桂江、西江总汇,为珠江—西江经济带重要节点城市,粤港澳大湾区、北部湾城市群周边城市,总面积1.26万平方千米。截至2022年末,梧州市常住人口283.1万人。截至2022年10月,梧州市辖3个县、3个市辖区,代管1个县级市,市政府驻长洲区。
想要深入了解不锈钢管合金板原料层层筛选产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
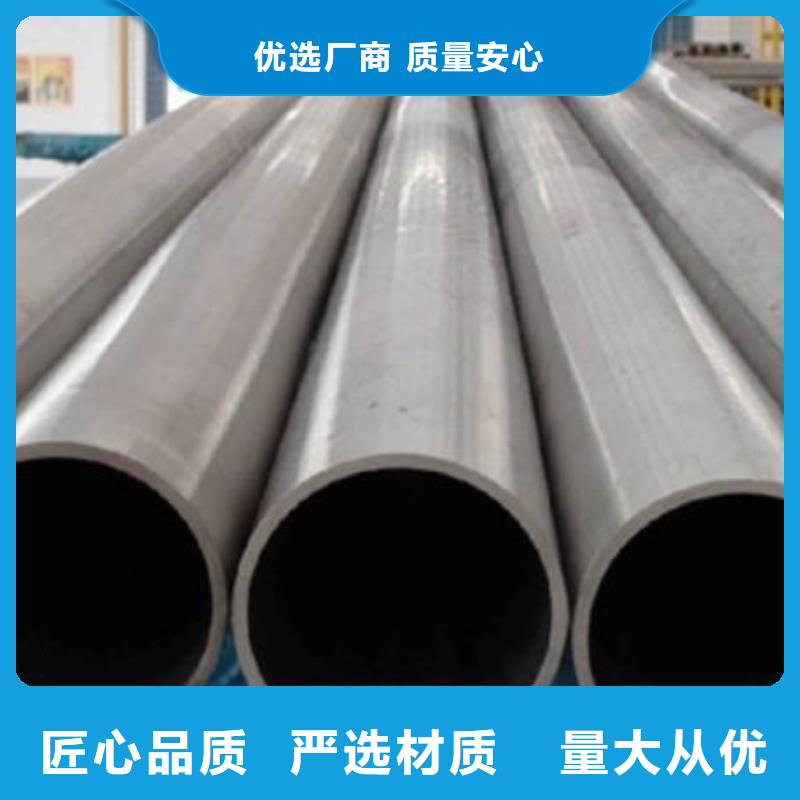
以下是:广西梧州不锈钢管合金板原料层层筛选的图文介绍

龙钢铁(梧州市分公司)价值观:责任、诚信、感恩
是我司在长期的经营 冷轧钢板活动中所形成的共同价值观念、行为准则、道德规范,体现我司的精神传达、人际关系、规章制度、生产服务等集合。“责任”是我们前进的动力,“诚信”是我们立足的根本,“感恩”是我们发展的力量。


不锈钢管焊接施工技术
1.焊接要点Ⅰ.底层焊接时,坡口两侧粘贴的白胶布应反帖,否则焊前须用丙酮清洗干净。
II.焊接时选用较少的线能量,焊丝前端(受热端)须处于气体保护中,以连续送丝为宜,断续送丝,不锈钢焊管同时应避免用焊丝搅拌熔池。焊接全过程均宜采用短弧焊接,控制好层间温度。收弧时将弧坑填满,且滞后30S停气,防止热裂纹产生。
III.所用钨极应避免与熔池和焊丝接触,尽可能缩短电弧长度,防止焊缝夹钨。
IV.保证合适的焊接速度。速度慢,焊缝金属线能量较大,使焊缝金属合金元素烧损较多,焊接热影响区产生过热组织,故晶粒粗大,不锈钢焊管焊接接头物理性能下降;速度快,熔池保护不好,熔池金属冶金反应差,焊缝温度偏低,焊缝边缘熔合不好,易产生弧坑裂纹。
2, 焊接施工管理施工人员应使用专用手套,组对时采用夹具固定,收弧时注意填满弧坑,防止产生弧坑裂纹,不锈钢焊管焊接部位设置档风板挡风,焊缝宽度差在在1~2毫米为宜,余高要求为0~1.6毫米,焊缝表面不得有裂纹,未焊透咬边,表面气孔,夹渣等缺陷,对焊缝进行射线探伤,角焊缝进行渗透。
3, 焊接质量情况现场施焊的焊缝经射线探伤检查,不锈钢焊管一次合格率,焊缝表面质量检查达到合格要求。



目前银川304不锈钢管库存处于相对高位,并随着三月供暖季的结束以及高炉检修的陆续复产(很多钢厂检修到期日在三月十五日)下周产量应该会出现比较大的增量;其次焦炭价格下跌,煤矿的陆续复产,使得焦煤供应逐步宽松,使得焦炭成本支撑下移;废钢近供应宽松,价格连续下调,多重因素导致炼钢成本下移;而且由于目前银川304不锈钢管利润较好,在利润驱动下电炉复产率很高,使得供应量进一步增加。因此支撑钢价强势的因素在逐步减弱,但对应传统的需求旺季,我更倾向与银川304不锈钢管价后期震荡偏弱。
香港316l不锈钢管440万吨,同比增加31万吨,上升7.5%。热连轧机生产1319万吨,同比增加19万吨,上升1.5%;其中商品量771万吨,同比增加53万吨,上升7.4%。供下工序用料548万吨,同比减少33万吨,下降5.8%。冷连轧机生产511万吨,同比增加24万吨,上升4.9%;其中商品量372万吨,同比增加12万吨,上升3.4%。供下工序用料138万吨,同比增加11万吨,上升8.6%。
香港316l不锈钢管440万吨,同比增加31万吨,上升7.5%。热连轧机生产1319万吨,同比增加19万吨,上升1.5%;其中商品量771万吨,同比增加53万吨,上升7.4%。供下工序用料548万吨,同比减少33万吨,下降5.8%。冷连轧机生产511万吨,同比增加24万吨,上升4.9%;其中商品量372万吨,同比增加12万吨,上升3.4%。供下工序用料138万吨,同比增加11万吨,上升8.6%。

今年在广西省梧州市本地购买不锈钢管合金板原料层层筛选有了新选择,龙钢铁(梧州市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢管合金板原料层层筛选产品。如需购买或咨询,请随时联系我们,联系人:曹经理-【0527-88266222】,地址:东丽区军粮城工业园区宝仓道丽业物流园C-3002室。